
《景德镇陶瓷史稿》关于古代定瓷曾有这样的记载:由于定窑的兴隆,各地区为了扩展自己的销路,“无不纷纷仿造定器,以致成为定器风靡全国的时期”。这种现象在历史上是罕见的。在古代那种交通信息都不发达的情况下,社会经济领域里的一项新发现、新技术的利用,很难迅速传播。而定窑生产经营在这样的历史条件下,旗开一面并号令“三军”,可知其烧制工艺、造型、装饰均达到了一定水平,方能管领一代瓷器生产。令远近瓷区刮目相视,以致轰动海内。
这种社会经济领域里的大规模轰动,堪称绝无仅有。而支圈作为一种工艺新技术,在这个经济兴盛时期起了关健作用。支圈的造
型功能及烧制使用,是经过了反复生产实践才得出的完美形式。并非像五代前所作的垫片那样,随手成之而不求工拙。它的每个局部
融力学、美学于一体,是完美艺术同严谨科学的高度统一和发挥。
支圈形式概而论之,可分为环形、盘形、碗形和异形四种。不论哪种形式,其造型均为圈颈、圈翅、圈足三大部分。

环形支圈
1.环形支圈(见图)。圈颈是指从圈足到圈口部位的高。高度一般以所烧制器物内底到外足的距离为依据,外加烧成自然下垂系数,即上下器物叠摞时形成一定的空间。空间不必过高,过高则造成浪费。一般情况下加入下垂系数为5mm——lOmm为宜。下垂系数的加入,意在回避、矫正器物在窑炉中超高温下所导致的自然下塌,间接地增强了器物承受能力。在古代,由于火候出现偏差和支圈设计失误,造成器物与支圈大块大块地粘连现象颇为惊心。
圈翅。在整个支圈功能中,主要是对支圈高温下的规整起着纵向保证作用。这凸起圈身约2mm一4mm高的三角形道埂,看上去很简单,而实际上对控制支圈形变发挥着一定威力。在通常设计中,为了使器物不变形或少变形,常在光面器壁的口或底部饰以凹或凸的线纹,以改变器物口沿或底部烧成收缩方向,有意造成器物局部纵与横交叉的收缩关系,起到口底规整的效果。古人为了烧制好器物,首先科学设计了支圈,利用了圈翅,这是一种进步的工艺导向。
圈足,是器物直接扣置的部位,从圈颈内壁向中心伸延,圈足宽约lOmm左右(特殊形式支圈除外),视器物口沿薄厚而进行初步选择。除考虑器物本身薄厚因素外,主要以器物收缩率为前提,认识并掌握支圈与器物可能出现的收缩方位及幅度变化,使器物不致脱圈成“悬足”之状。考虑拉坯过程中,同一器物因手工操作所出现的直径差异。另外,还必须控制圈足过长,以免触及互相叠摞的下面的器壁。诸此,均为圈足设计所不可忽视的因素。
圈足形式是由圈颈开始逐渐向中心斜下,形成轻微的斜度。这个稍有倾斜的坡面,可利于器物高温成形与收缩。
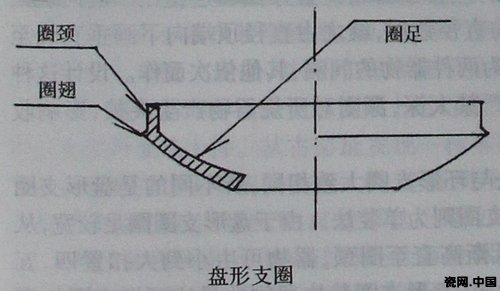
盘形支圈
2.盘形支圈(见图)。在古定窑生产历史上,这种支圈也较多见。同环形支圈一样,其用料与所烧制的器物相同,均为细料拉坯制成。形式上敛下收,口薄底厚,同环形支圈大相径庭。圈足同圈颈结为一体,很难划出界限。大致形状如一只空底盘子。边沿裹束成为直垂之状。圈翅紧依上部边沿。这种支圈圈足厚而长,下部形变的可能性很小,故其圈翅近靠上部边沿,像一道金箍,紧紧护视着其支圈边口安然无恙。圈颈以下均为圈足,整个圈足内壁形成一个轻微的凹状斜面,从圈足顶端至圈颈逐渐向上倾斜,形成圈足较大面积,器物置放可根据圈足各部位直径分别利用,可以置盘,也可以置碗。由小至大,顺序扣置。
圈足顶端(即圈心)采用内切形式,使支圈底足有意往窄里收(向支圈外斜下而收),尽量缩小支圈与匣钵放置部位的附着面积。这
样,既利于支圈在大负载下的收缩,又给器物成型提供了方便。
盘形支圈。圈身高度没有环式支圈严格,允许稍有误差。这主要取决于外套匣钵相互扣摞时一组组不致相触为标准,而间隔又不允许拉得太大。在这里主要设计数据应放在直径的精确制约上,以为后来的配套叠摞奠定基础。通常只依圈足宽窄去设计放置器物的数量。从圈足顶端开始,从小到大放置器物以至圈颈处。在这种支圈上烧制器物,无论是盘或碗,大抵都能收到较好效果。有时为了更有效地烧制器物,降低空间浪费,也可以按照器物尺寸制定支圈规格,然后根据支圈大小,再制作相适的匣钵。这样,自然形成一套合理的工艺流程,这也正是古代定瓷工艺设计的旨要之处。
根据对古代支圈、器物配套设计的研究观察,其直径和高度递增系数约为10%,这样既合理利用了空间,又使依次装好的器物不致粘连。为使更有把握地进行摞置装烧,我们得出这样一个结论:即把所要套装在盘形支圈上的一组器物,不论几件,按大小规格依次仰套起来,然后平视上部口沿,只要几件器物口沿大致形成一条水平线,这样入窑时装烧就不会发生问题。至少小规格不能高于大规格。
从圈足顶端放置第一件器物开始,计算间隔数据,其高度约在5mm——10mm之间,可为最佳间隔距离。计算方法:在一条平行线上先订好第一件器物直径,然后按器物放置部位在这直径一端向上画出第二件递增后的器物直径数据,继之由直径顶端向下画垂直线至平行线,这段垂直线即为两件器物的间隔,其他依次而作。设计这种支圈凹斜度不宜太大,严禁太深,深则对所烧器物产生夹挟,影响收缩,导致变形。
盘形支圈使用方法与环形支圈大致相同,所不同的是盘形支圈采用的是套装法,环形支圈则为单装法。由于盘形支圈圈足较宽,从圈足顶端孔处开始由低渐高直至圈颈,器物可由小到大扣置四、五只。所以以同样高度为限,盘形支圈装烧器物数量比环形支圈扣摞装烧数量还要可观。再一个优势是利用盘形支圈还可获得不同规格的数种器物,按照这样的套装法,依次所装大小器物还可以有所变化,造型纹饰均可别出心裁。但是,凡处于本圈足上依次大小器物,其直径与高度数据不能变,只能在这两个数据约束的前提下,去理解、变化、运用。

盘形支圈作基,环形支圈堆高
这种盘形支圈作为有效架支可单独使用,每只匣钵里装一组,然后将匣钵堆垒成柱,进行烧制。另外,根据最新发现,北宋使用这种盘形支圈时,并非仅仅作为单独使用的架支,而是同环形支圈相配合使用,即用这种坚固厚重的盘形支圈作基,使环形支圈堆高(见图)。每只匣钵内一柱,每一柱只用一个盘形支圈,用若干个环形支圈。古人这样巧妙安排,具有严密的科学逻辑及可靠的经验保证。首先盘形支圈框架坚实,底壁与颈壁较厚,具有较大的承载能力和应变能力;二是盘形支圈圈足较宽,即不但从底到高依次轻松地扣置数件器物,同时给整个支圈柱体以较大的承载,具有根基的稳固性。还有,盘形支圈从设计制作上,以圈颈开始斜下形成宽部位的圈足,有意造成小直径的支撑底足,与匣钵内底附着面积相应缩小,利于烧成收缩,变形程度同时降低。待盘形支圈按器物大小依次装至圈颈,即开始利用环形支圈。这种环形支圈从设计上为统一规格,并与作基的盘形支圈圈颈内直径相统一。这样按一圈一器即可以在盘形支圈上进行连续叠摞。如此可反复装置十几件乃至几十件。从古窑址发现一标本(见图),座基的盘形支圈本身装有大小不等规格浅盘4块,至圈颈开始装置弧形深盘,并开始配以环形支圈,共计装置14块深盘。因为此标本属于倒柱粘连所致,上部已是残缺不全,估计上部还会有叠摞深盘,只是无法看到而已。仅从这个残缺标本看,从盘形支圈至环形支圈算起计有20件器物,照此推测,古代利用这法,一组起码要装摞30块以上。不同规格的器物(盘、碗),由盘形支圈装的第一块开始逐渐过渡到环形支圈,即开始叠摞同一规格的器物。研究盘形支圈各部位数据,原来盘形支圈圈颈高度包括口沿直径与所配套的环形支圈的数据相一致。其他部位为独立成形。薄厚、深浅、仰卧稍见差异。实际上盘形支圈自圈颈已开始趋变为一种配套的环形支圈(支圈下部除外),不过其口沿外直径大于套装的环形支圈罢了。盘形支圈圈颈壁厚约比环形支圈厚一倍。前人这样设计处理,主要考虑到盘形支圈为座基使用,必须具有相当的承载和应变功能。

座基的盘形支圈本身装有大小不等规格浅盘4块,至圈颈开始装置弧形深盘,并开始配以环形支圈,共计装置14块深盘。(私人收藏)
通过反复实践证明,配套的环形支圈,从圈足到圈颈均作到了最佳数据设计。圈足宽窄得当,圈足过宽则损伤了下层器物器壁,圈足过窄,容易造成器物局部脱圈(烧成收缩),这仅指直径而言。从高度上更是精心独到,从叠摞第一只环形支圈一开始计算其器物的凸出高度,再放置第二只环形支圈,同时放置第二件器物,其中这环形支圈的圈颈高度即为两件器物的间隔距离。这也难怪古代环形支圈的圈颈都不高,原来它表示着一种限制功用。
座基的盘形支圈装烧器物一般要比配套的环形支圈装置的器物高度小些,以免触及环形支圈所装置的器物内壁。以使在盘形支圈圈颈与环形支圈圈足接洽处即开始形成一定的空间。总之,环形支圈烧制器物的高度规格必须依盘形支圈上器物的高度为限制。只要掌握了盘形支圈上的器物规格,环形支圈装置器物规格可随之而变。如果在一组统一规格器物中需要加进一两件规格不同的器物,则必须改变环形支圈的圈颈高度,或增或减。道理即明,均可随心所欲。
3.碗形支圈。其产生年代较晚,一说是金代。常见有粗泥料和细泥料两种制成。形状较盘形支圈深,其他部位大同小异。通常用来烧制一些仰烧产品。据考:宋代宫廷,因为定瓷有芒而不用,开始由汝州造青瓷。定窑即着手改革装烧窑具的局部工艺。碗形支圈的产生,大抵与此有关。其实这样改革似乎是“扯襟补肘”,只考虑光洁其口沿,而忽视脏了内地。曾见一个粗瓷碗形支圈所盛装的仰摞标本,其匣钵直径230mm,高200mm,碗形支圈直径为150mm,上面共仰摞9只碗。每只碗底剔釉一圈,也叫砂圈,金代定窑较为多见。剔釉约宽lOmm,露胎部位较整齐规矩。在这一组仰摞器物中,只有最上边的一件内地无露胎。细察这种碗形支圈没有明显的圈翅和圈颈。原因是这种碗形支圈只是作为对上部器物起个承载作用,以达到不瘫不倒为目的,并利于收缩。
在这件直径230mm的匣钵中,盛装直径150mm的碗,仰摞时,双手撑器,轻轻放置,务使所放置的器物准确无误地置于下面剔釉的露胎部位上,这种配套仰烧的器物,底足基本统一,足足相垂,直接加强了烧成中的承受作用。
4.异形支圈。除环形、盘形、碗形支圈外,还有一种异形支圈,这种异形支圈也是覆烧的一种,是应变某种器物的不同型号和造型要求而产生。它常常没有固定的形体,同碗形支圈大体相仿,只是在腰部加了几番转折,转折随烧制器物要求而定,或放或敛,或高或矮,意在为不同型号的器物创造适合位置。在设计转折曲线间隔时,主要考虑器物放置后不致相悖为宜。异形支圈的壁厚从底部至口部渐次而薄,底部通常有5mm-一10mm,口则为3mm一5mm,底为平底,没有像盘形支圈的那种向外斜切的形势。
异形支圈规格一般不大,直径大都在200mm左右。根据这种支圈的器壁薄厚,是不可能有多大承载能力的,更不可能像盘形支圈那样可以连续叠摞数十件器物。据推测,这种支圈一般承受负荷在10件盘、碗之内,烧成要求同样每只匣钵内一组。
异形支圈设计制作精密,能烧出较理想的高档器物,其弱点是在半成品拉制时要与所烧器物的规格相一致,尤其必须限制在一定数据,否则事与愿违,也不可能解决粘连现象。
这种异形支圈的产生年代约与盘形、环形支圈为同一时期,用料大多为细瓷料。这种支圈较少,大概是因为它与所配烧的器物很难统一的缘故。在古代也只是一些技术娴熟的老师傅能拉制,或由这些老师傅指挥监制。尽管如此,这种独到的精美器物烧制的特殊手段,在今天仍有很大意义。
同碗形支圈一样,这种支圈没有明显的圈足、圈翅和圈颈。原因是异形支圈从底而口依次扣置器物后,已经对支圈本身增加了很大的抑变功能,加上中间几番转折,无需再加圈翅加以限制,又由于口沿之上不再叠摞支圈,故也没有圈颈,只有轻微凸纹作圈足而扣置器物。